



-
1. Zastosowania:Dostawa płynów i gazów, konstrukcje stalowe, budownictwo.
-
2.ROYAL GROUP ERW/Spawane okrągłe rury ze stali węglowej:Wysoka jakość, niezawodność dostaw, szerokie zastosowanie w konstrukcjach stalowych i budownictwie.
Zwoje stali węglowej walcowanej na gorąco z fabryki w Chinach

Szczegóły produktu
| Nazwa produktu | Najlepiej sprzedające się, najlepsza jakość, duża ilośćZwoje stali walcowanej na gorąco |
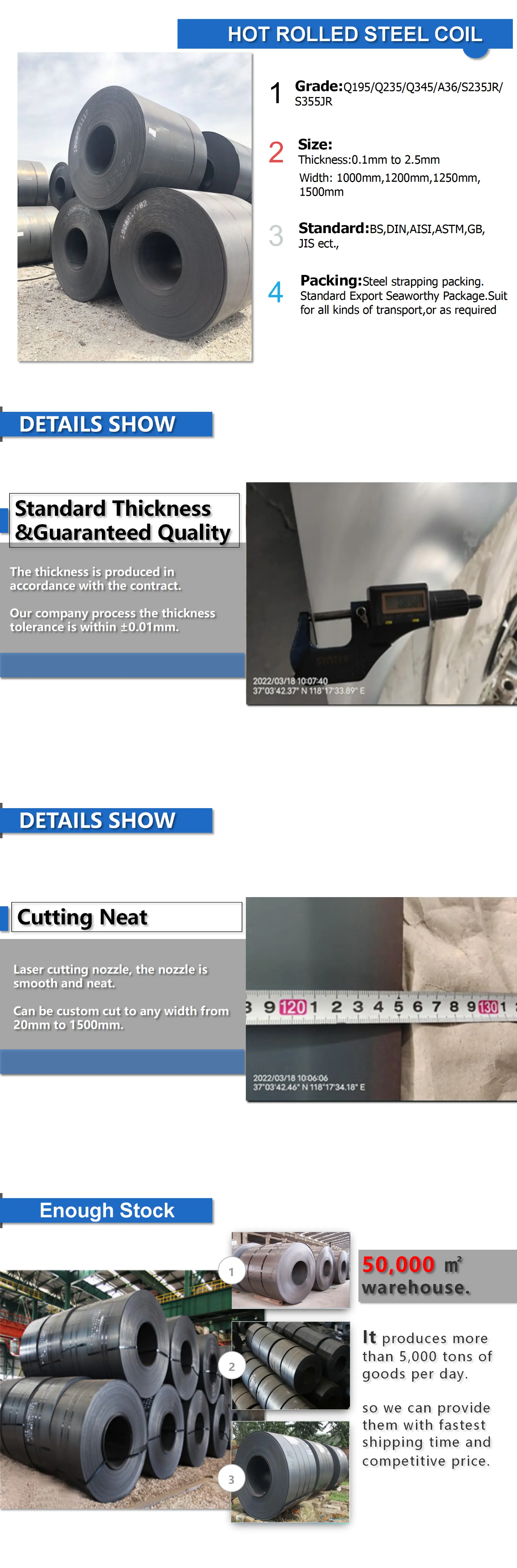
| Tworzywo | Q195/Q235/Q345/A36/S235JR/S355JR |
| Grubość | 1,5 mm~24 mm |
| Rozmiar | 3x1219mm 3,5x1500mm 4x1600mm 4,5x2438mm dostosowane |
| Standard | ASTM A53-2007, ASTM A671-2006, ASTM A252-1998, ASTM A450-1996, ASME B36.10M-2004, ASTM A523-1996, BS 1387, BS EN10296, BS |
| 6323, BS 6363, BS EN10219, GB/T 3091-2001, GB/T 13793-1992, GB/T9711 | |
| Stopień | A53-A369, Q195-Q345, ST35-ST52 |
| Stopień A, Stopień B, Stopień C | |
| Technika | Walcowane na gorąco |
| Uszczelka | Pakiet lub z różnymi kolorami PVC lub według Twoich wymagań |
| Końcówki rur | Z prostym/ściętym końcem, zabezpieczone plastikowymi nakładkami na obu końcach, cięte pod kątem prostym, rowkowane, gwintowane i sprzęgające itp. |
| Minimalne zamówienie | 1 tona, przy większej ilości cena będzie niższa |
| Obróbka powierzchni | 1. Wykończenie walcowane / ocynkowane / stal nierdzewna |
| 2. PVC, malowanie na czarno i kolorowo | |
| 3. Olej transparentny, olej antykorozyjny | |
| 4. Zgodnie z wymaganiami klienta | |
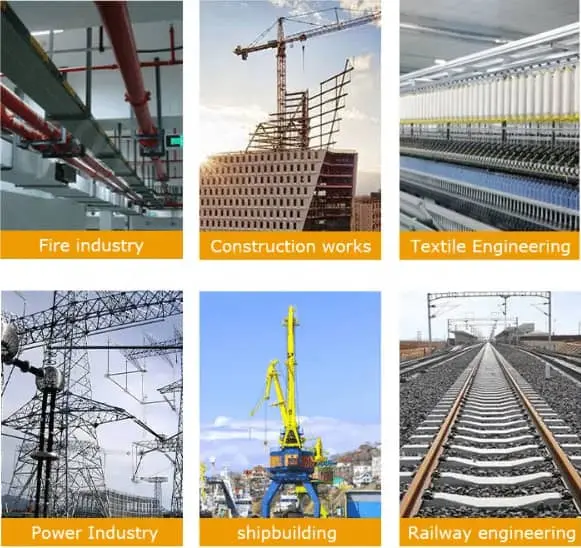
| Zastosowanie produktu | 1. Produkcja konstrukcji budowlanych, |
| 2. maszyny dźwigowe, | |
| 3. inżynieria, | |
| 4. maszyny rolnicze i budowlane, | |
| Pochodzenie | Tianjin, Chiny |
| Certyfikaty | ISO9001-2008,SGS.BV,TUV |
| Czas dostawy | Zwykle w ciągu 10-15 dni od otrzymania zaliczki |
Główna aplikacja
Notatka:
-
1. Usługi:Bezpłatne próbki, pełna gwarancja jakości posprzedażowej, obsługa wszystkich metod płatności.
-
2.Personalizacja:Wszystkie specyfikacje rur ze stali węglowej (OEM i ODM) dostępne w cenach fabrycznych od ROYAL GROUP.
Tabela rozmiarów
| Grubość (mm) | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | dostosowany |
| Szerokość (mm) | 800 | 900 | 950 | 1000 | 1219 | 1000 | dostosowany |
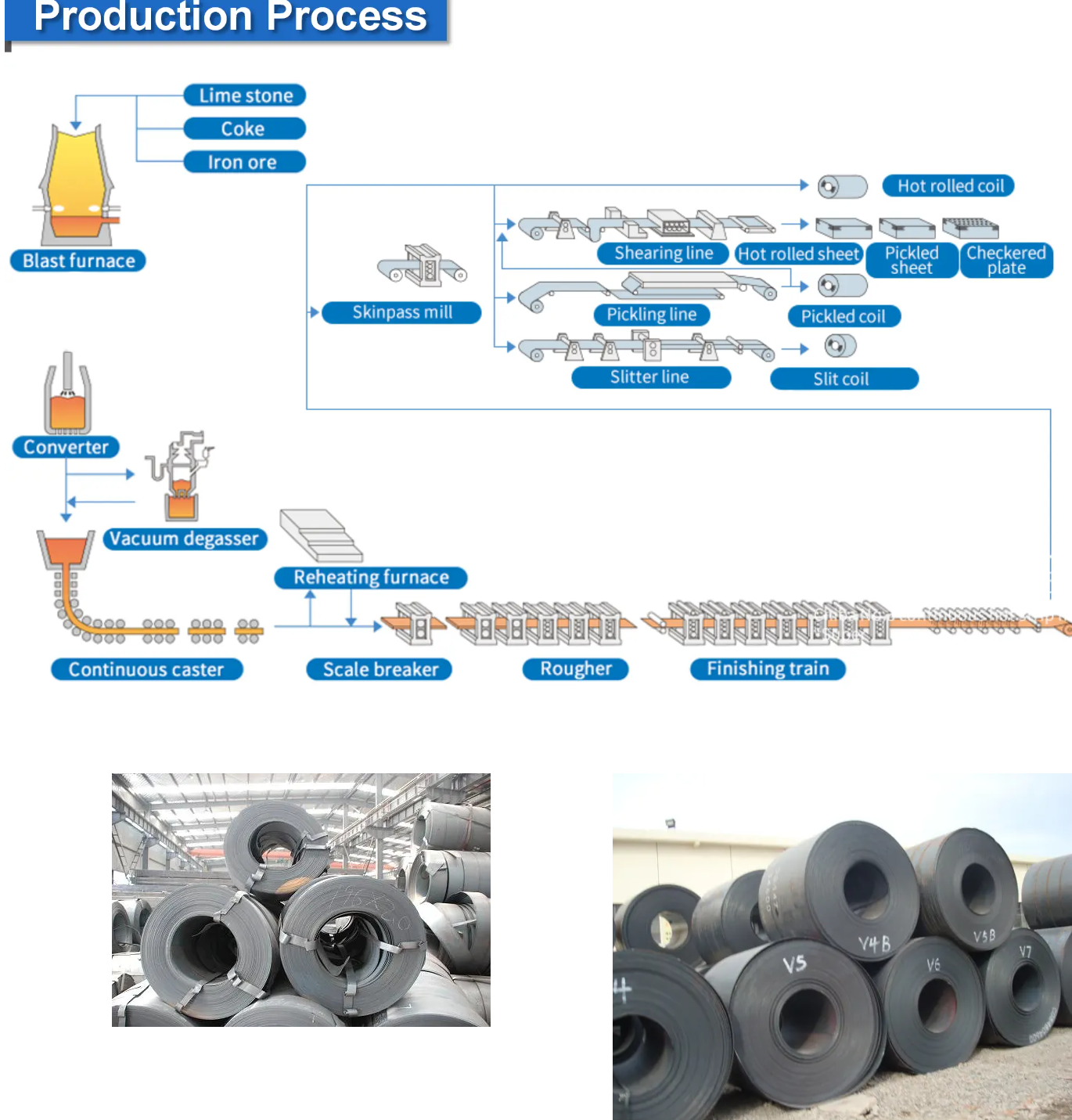
Proces produkcji
Proces produkcji blach walcowanych na gorącocewka stalowajest kluczowym ogniwem w procesie produkcji stali. Jego głównym zadaniem jest formowanie wlewków stalowych w wymagany kształt blachy poprzez walcowanie w wysokiej temperaturze. Oto jego główne etapy:
Proces produkcji stali walcowanej na gorąco (uproszczony)
-
Przygotowanie surowca:Zacznij od ciągłych odlewów płytowych lub kęsisk (o grubości 150–300 mm). Powierzchnie są czyszczone poprzez płomieniowe czyszczenie lub szlifowanie w celu usunięcia zgorzeliny i wad.
-
Ogrzewanie:Wlewki są nagrzewane w piecu kroczącym do temperatury 1100–1300°C w celu austenityzacji, co zapewnia ciągliwość. Kontrolowana jest równomierna temperatura i czas nagrzewania.
-
Obróbka zgrubna:Płyty przechodzą przez nawrotne walcarki zgrubne, aby zmniejszyć grubość do 30–50 mm. Wysokociśnieniowe usuwanie zgorzeliny wodnej usuwa tlenki powierzchniowe.
-
Wykończeniowy:Pręty pośrednie są walcowane na walcarkach wykańczających do docelowej grubości (1,2–25 mm). AGC i kontrola płaskości zapewniają dokładność wymiarową. Walce są chłodzone i smarowane, aby zapobiec zużyciu i odkształceniom.
-
Chłodzenie:Chłodzenie laminarne obniża temperaturę taśmy z ok. 800 °C do temperatury pokojowej (30–50 °C/sek.), kontrolując mikrostrukturę i właściwości mechaniczne.
-
Zwijanie:Paski zwijane są w zwoje pod kontrolowanym napięciem (100–500 N/mm²) w temperaturze 550–700 °C w celu nadania im odpowiedniego kształtu i właściwości.
-
Postprodukcja:Opcjonalne metody obróbki obejmują trawienie, cynkowanie/aluminiowanie, wyżarzanie w celu nadania ciągliwości i spłaszczanie w celu uzyskania wykończenia powierzchni.
-
Kontrola jakości i pakowanie:Przed zwinięciem, spakowaniem w wiązki i etykietowaniem zgodnie ze specyfikacją klienta sprawdzane są wymiary, właściwości mechaniczne i jakość powierzchni produktów końcowych.
Pakowanie i transport
Zwykle pusty pakiet

Transport:Ekspresowa (dostawa próbek), lotnicza, kolejowa, lądowa, morska (FCL, LCL lub luzem)


Często zadawane pytania
P: Czy jesteś producentem?
A:Tak, jesteśmy producentem stalowych rur spiralnych z siedzibą w Tianjin w Chinach.
P: Czy mogę złożyć niewielkie zamówienie próbne na kilka ton?
A:Oczywiście. Możemy wysyłać małe zamówienia w ramach usługi LCL (ładunek drobnicowy).
P: Czy próbki są darmowe?
A:Tak, próbki są bezpłatne, ale kupujący pokrywa koszt wysyłki.
P: Czy jesteście Państwo zweryfikowanym dostawcą i czy akceptujecie gwarancje handlowe?
A:Tak, jesteśmy siedmioletnim Złotym Dostawcą i akceptujemy Gwarancję Handlu.
Napisz tutaj swoją wiadomość i wyślij ją do nas
Kategorie produktów
-

Dobra jakość od chińskiego producenta q235b A3...
-

Najlepiej sprzedające się bezszwowe precyzyjne rury stalowe
-

Cena prętów TMT 6mm, 8mm, 10mm, 12mm, 16mm, 20mm, 25mm...
-

Wysokiej jakości walcowana na gorąco stal w kręgach, stal czarna ...
-

Wysokiej jakości, najniższa cena, płyta ścieralna 500...
-

Rura stalowa bezszwowa API 5L klasy B X80